Кратко о газотермическом напылении
Термином газотермическое напыление обозначаются все процессы нанесения покрытий из материалов в виде проволоки, прутка или порошка, которые не разлагаются при высоких температурах. Они вводятся в высокотемпературную зону и распыляются либо струей газа, либо сжатым воздухом, при этом образуются мелкие частицы, которые двигаются с большой скоростью и попадают на заранее подготовленную поверхность, где образуют слой с заданными свойствами.
В настоящее время наиболее широко в промышленности применяются три основных процесса:
назад
Необходимые материалы, как правило, металлы и сплавы, в виде проволоки подаются в ацетиленокислородное пламя или в электрическую дугу. Нагретый до пластического состояния (обычно до плавления) материал вводится в струю газа или сжатого воздуха, и с большой скоростью подается на подготовленную поверхность детали, где образует покрытие.
назад
Возможности применения металлизации из проволоки ограничиваются выпускаемыми в промышленности проволочными материалами. Многие материалы просто невозможно получить в виде проволоки. Самофлюсующиеся, термореагирующие сплавы, керамические материалы , а также различные смеси порошков подаются в высокотемпературную зону ацетиленокислородного пламени, затем на поверхность, где образуют покрытие. Этот способ напыления наиболее часто применяется в монтажных условиях , когда деталь либо невозможно, либо нерационально напылять в стационарных условиях.
назад
Способ плазменного напыления был разработан для получения наиболее качественных покрытий практически из любых материалов - от баббитов с температурой около 300°С до самых тугоплавких соединений - оксидов , нитридов,
карбидов, имеющих температуру свыше 3300°С.
назад
В момент столкновения разогретых частиц с чистой шероховатой поверхностью (которая получается в результате дробеструйной обработки) они почти одновременно заполняют все неровности поверхности и остывают. Напыление продолжается, очередные частицы соединяются с предыдущими и таким образом образуется покрытие.
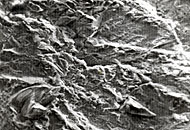
Поверхность после дробеструйной обработки |
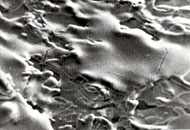
Поверхность после напыления |
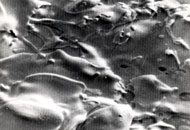
Напыленное покрытие |
В результате свойства покрытий до некоторой степени структурно сравнимы с литыми материалами и покрытия слегка пористые.
назад
Газотермическое напыление относится к группе классических ресурсо- и энергосберегающих технологий. Зачастую масса нанесенного покрытия составляет лишь доли процента от массы всей восстановленной детали. Поскольку слой наносится с минимальными припусками под последующую обработку - ниже затраты на механическую обработку. Температура детали в процессе напыления ,как правило, не превышает 60...80°С, что совершенно исключает коробление и деформации присущие способам наплавки.
назад
- Восстановление и упрочнение сопрягаемых поверхностей, работающих в условиях абразивного износа.
- Сопротивление эрозии и кавитации.
- Устойчивость против высоких температур и газовой коррозии.
- Покрытия для защиты от коррозии в активных средах.
Такой широкий диапазон возможных областей применения заставляет находить технические решения только с привлечением специалистов имеющих значительный опыт в этой сфере.
назад
Универсальность. Никаким другим способом нельзя нанести покрытия таких различных материалов, как металлы, сплавы, окислы, карбиды, нитриды, бориды, пластмассы и комбинации материалов с температурой плавления от 300°С до 3500°С на основу из сталей, чугунов, цветных металлов без ограничений. Толщина слоя от 0,1 мм до 15,0 мм. Оптимально 0,5..3,0 мм.
Легкость управления процессом получения и составом покрытий.
Энергетические характеристики изменяются в зависимости от требований технологии в процессе
получения покрытий. Составом покрытия и его служебными свойствами (твердость, коррозионная
стойкость, износоустойчивость и др.) можно управлять путем смешивания различных материалов.
Твердость покрытия — величина управляемая в диапазоне 180 HВ..64 HRC.
Отсутствие термических деформаций и каких-либо структурных изменений
материала детали при напылении ввиду незначительного нагрева.
Температура детали при нанесении покрытия не превышает 100°С, что позволяет с уверенностью
гарантировать отсутствие каких-либо структурных превращений не только в массиве детали,
но даже и в поверхностных слоях.
Нанесение покрытия на детали без ограничения их веса и габаритов.
Размеры и масса восстанавливаемых деталей определяются возможностями вращателя и грузоподъемных механизмов. При плазменном напылении в
наших условиях вес деталей от 0,1..4500 кг, длина 10..3500 мм. В монтажных условиях при использовании способа
газопламенного порошкового напыления вес деталей и габариты не ограничены.
Экономное использование материалов и энергоресурсов.
Зачастую при износе поверхностей 0,1..1,5 мм вес покрытия составляет лишь доли процента от
веса восстановленной детали. Припуски под последующую обработку минимальны и составляют
10-15% от толщины покрытия. За счет этого время простоев и затраты по обработке сведены к
минимуму. Поверхности могут быть восстановлены неоднократно. Стоимость выполнения работ
составляет от 5 до 50 % от стоимости нового изделия, при этом, ресурс работы детали,
как правило, не менее новой или существенно выше.
Возможность замены дорогостоящих конструкционных материалов более дешевыми
за счет нанесения специальных покрытий.
За счет нанесения износоустойчивых, коррозионностойких, эрозионностойких, антифрикционных,
жаростойких и других покрытий с управляемой твердостью от 150 НВ до 65 HRC и выше.
назад
| 




